1. Preparation of Work Area
Before starting the cutting process, ensure the work area is clean, flat, and free from debris that could damage the sheets. Organize all necessary tools, safety gear, and the laser or punching machine controls for smooth operation. Proper lighting and ventilation should be maintained for operator comfort and safety. Preparing the workspace helps prevent material damage and improves cutting accuracy.
2. Inspection of Lamination Sheets
Inspect each silicon steel lamination sheet carefully for defects such as scratches, rust, oil, or warping. Verify the thickness and dimensions against design specifications to ensure compatibility. Any damaged or contaminated sheets should be cleaned or rejected to avoid affecting core performance. Proper inspection helps maintain magnetic properties and ensures the quality of the final core.
3. Sheet Loading and Positioning
Place the lamination sheets flat and securely on the cutting machine’s bed, using magnetic or vacuum clamps to hold them firmly in place. Proper positioning prevents movement during cutting, ensuring precision and repeatability. For batch cutting, sheets may be stacked if the machine supports multi-layer cutting. This setup reduces material wastage and increases efficiency.
4. Programming the Cutting Path
Load the cutting profile, usually designed in CAD software, into the CNC controller of the laser or punching machine. Optimize nesting patterns to maximize material usage and minimize scrap. Set machine parameters such as cutting speed, laser power, and gas flow based on sheet thickness and material type. Correct programming is critical for producing accurate, burr-free laminations.
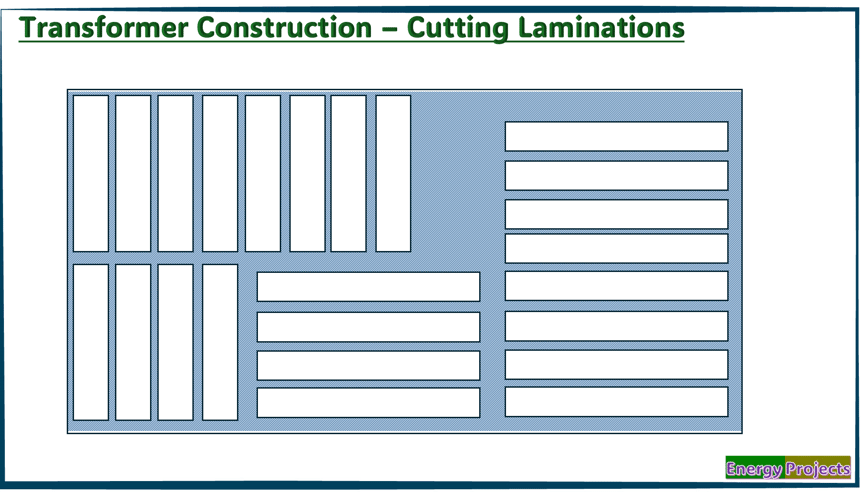
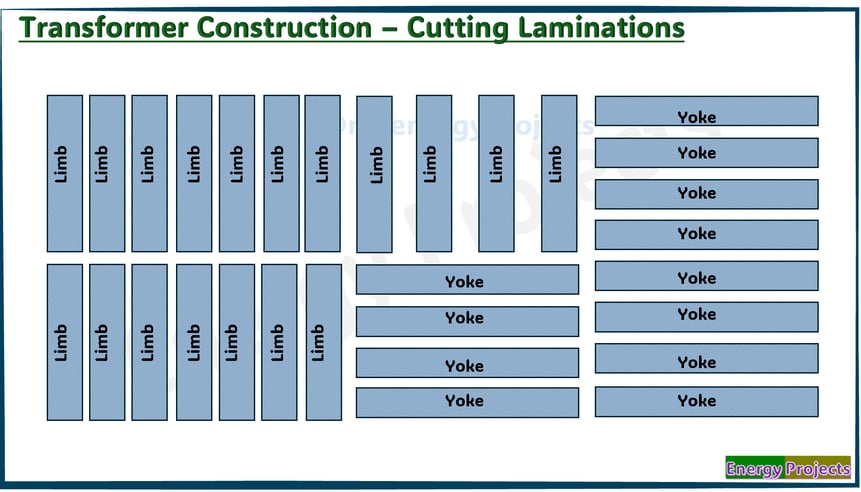
5. Cutting Operation
Start the cutting process, where the laser beam or punch tool follows the programmed path to cut the sheets into required shapes like E, I, L, or step-lap laminations. Monitor the machine to ensure consistent performance and quickly address any issues such as misalignment or tool wear. The process should maintain tight tolerances to guarantee proper core assembly and performance.
6. Post-Cutting Deburring and Cleaning
After cutting, inspect the edges of the laminations for burrs or sharp edges and remove them using deburring machines or manual tools if necessary. Clean the sheets to remove any cutting residues, dust, or oil that might interfere with stacking or assembly. Proper edge finishing improves safety during handling and ensures close-fitting laminations for reduced losses.
7. Quality Inspection
Perform dimensional checks using gauges or measuring tools to confirm that cut laminations meet specified tolerances. Inspect for edge quality, shape accuracy, and absence of cracks or deformation. Non-destructive testing may be used in critical cases to detect internal defects. Maintaining strict quality control ensures the transformer core will function efficiently and reliably.
8. Stacking and Storage
Organize the cut laminations by type and size, stacking them carefully to prevent bending or scratching. Use protective separators if needed and label each stack clearly for easy identification during assembly. Store stacks in a clean, dry environment to prevent corrosion. Proper handling preserves material integrity until the core assembly stage.
9. Documentation and Record Keeping
Record all inspection results, machine settings, and batch details to maintain traceability and quality assurance. Document any deviations, repairs, or reworks along with corrective actions taken. Accurate records help in process improvement and provide evidence for compliance with industry standards. Documentation also aids future troubleshooting and maintenance.